1. Análise do produto:
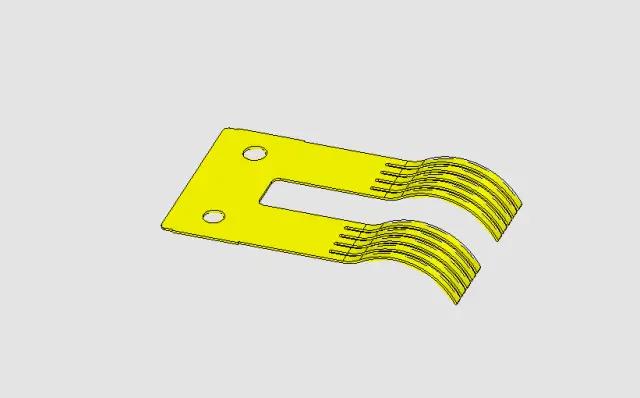
Este caso é para um suporte no sensor de um carro. O requisito de precisão é muito alto, o material é POM, o produto é muito pequeno, o tamanho mais longo é 38 mm e a inserção de metal (folha de cobre) deve ser colocada quando moldagem por injeção , e a quantidade de deformação é muito pequena, veja a Figura abaixo.
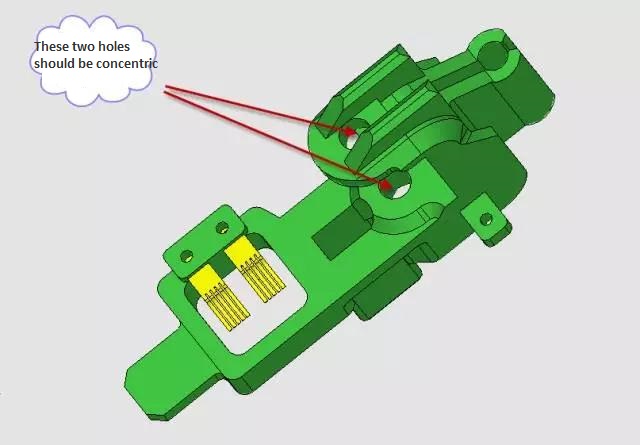
Os dois furos superiores e inferiores deste produto não têm concentricidade inferior a 0,02 mm, porque os produtos POM são propensos à deformação, portanto, para minimizar o estresse interno dos produtos, o local do ponto de plástico selecionado no projeto do molde deve ser totalmente considerado, e os dois furos superiores e inferiores devem ser finalizados após o projeto. processamento de moldes , conforme mostrado na figura abaixo.
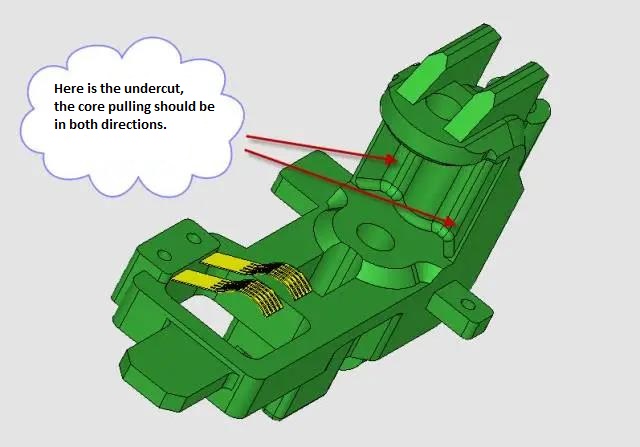
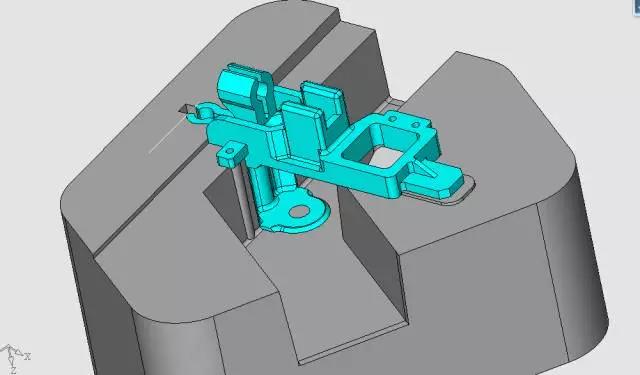
No vão do meio dos dois furos superior e inferior é invertido, e ao puxar o núcleo em duas direções pode ficar para fora do molde, o que traz algumas dificuldades ao projeto do cursor, veja a Figura abaixo.
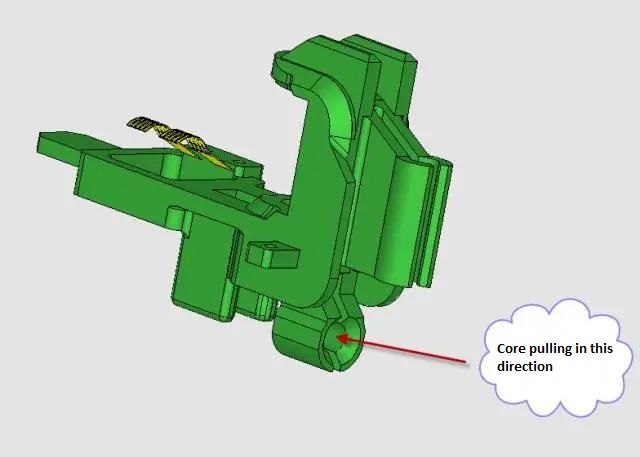
Essa direção também deve ser puxada pelo núcleo, conforme mostrado na figura abaixo.
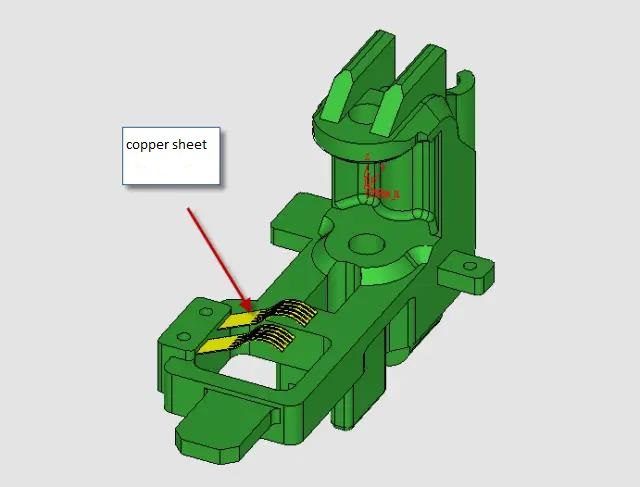
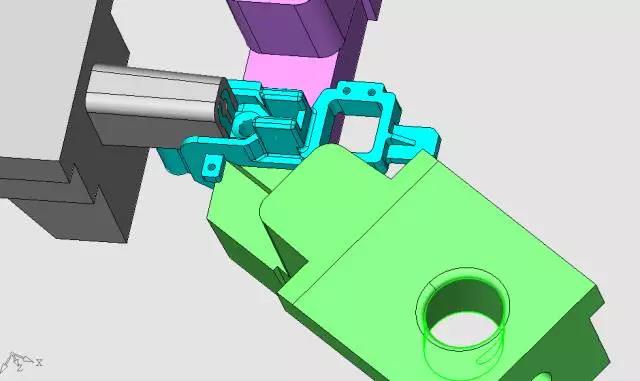
No moldagem por injeção para colocar um inserto no molde móvel, o inserto é uma folha de cobre muito elástica, veja a figura abaixo.
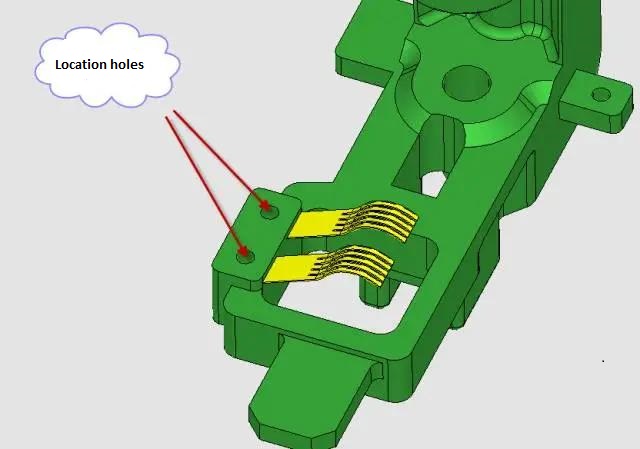
Para evitar que a folha de cobre seja desviada pelo plástico durante a moldagem por injeção, dois pequenos orifícios são colocados na folha de cobre e o núcleo correspondente é colocado no mofo para localizá-lo, conforme mostrado na figura abaixo.
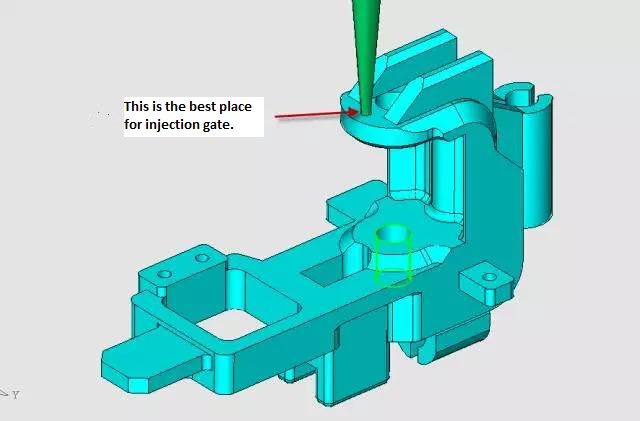
2. Projeto do portão:
Após a análise, para reduzir o estresse do produto e reduzir a deformação o máximo possível, a melhor posição do ponto de entrada do material plástico é aqui, conforme mostrado na figura abaixo.
Tomamos a forma de um portão de ponto, conforme mostrado na figura abaixo.
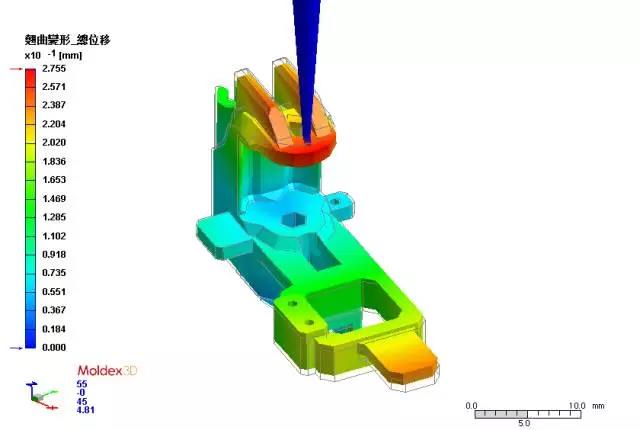
O fluxo de molde a análise foi fornecida pelo Moldex 3D, conforme mostrado na figura abaixo.
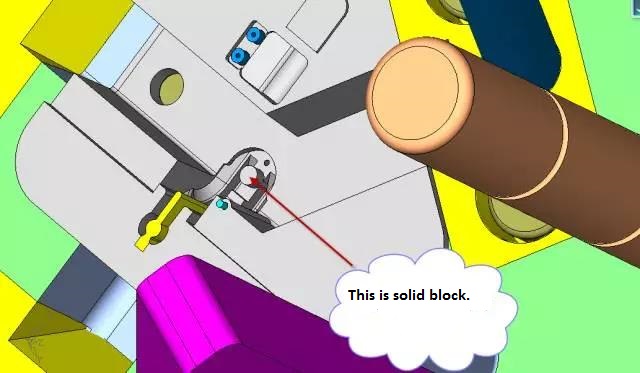
Devido à posição apertada do espaço, a comporta que projetamos interferia com o inserto da matriz fixa, o que era muito difícil de lidar. Portanto, cancelamos o inserto da matriz fixa e usamos o bloco sólido para formar o núcleo da perfuração da matriz fixa, conforme mostrado na figura abaixo.
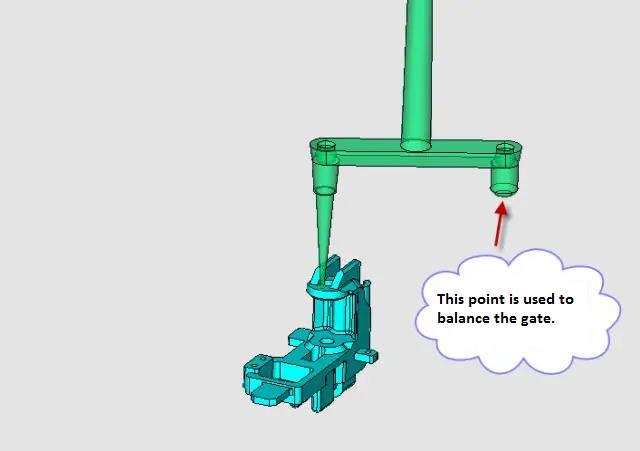
Isso permite uma posição razoável para a haste de tração do portão, conforme mostrado na figura abaixo.
A estrutura geral do molde é uma estrutura simplificada de bico pequeno, e o primeiro dispositivo de reinicialização é adotado, conforme mostrado na figura abaixo.
3. Linha de separação:
O inserto central e os três controles deslizantes são dispostos desta forma, conforme mostrado na figura abaixo.
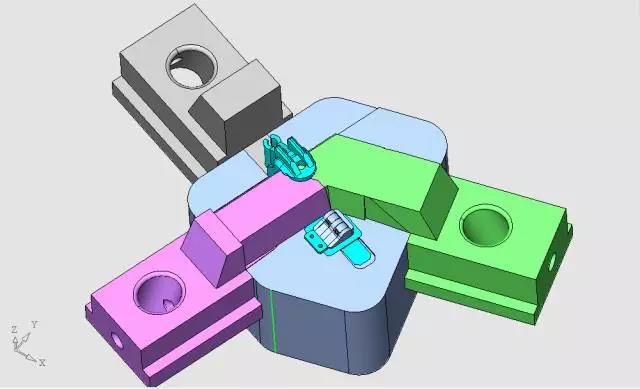
Este é o inverso do lado do núcleo oculto, conforme mostrado na figura abaixo.
A inserção da cavidade é projetada assim, veja a figura abaixo.
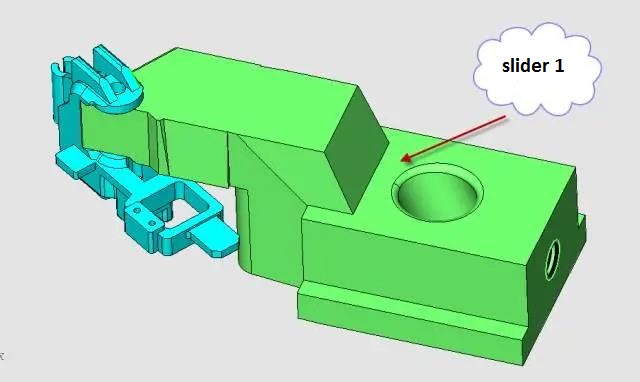
4. O design do controle deslizante:
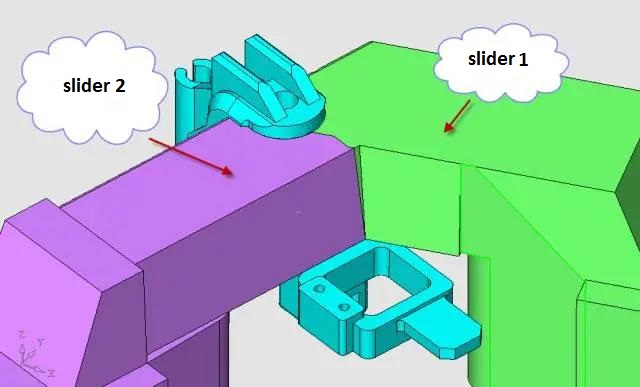
Este molde não parece complicado, mas o design do controle deslizante é um pouco difícil de cuidar de todos os aspectos do relacionamento. Comece com o controle deslizante 1, como mostrado na figura abaixo.
A relação entre o controle deslizante 1 e o controle deslizante 2 é mostrada na Figura abaixo.
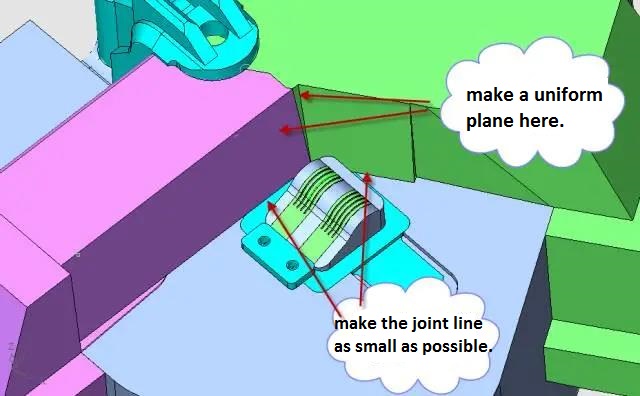
Como o cursor 1 e o cursor 2 têm como limite comum a superfície de vedação, devem ser processados em um plano unificado, com um ângulo de inclinação no molde fixo para inserção e penetração. A superfície de contato deve ser muito precisa, de modo que a linha de junção na superfície do produto seja a menor possível, conforme mostrado na figura abaixo.
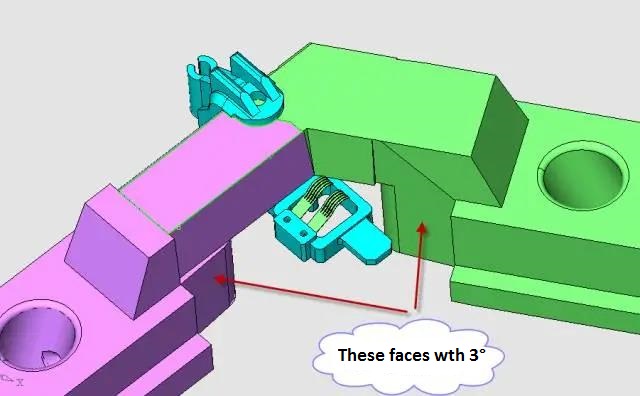
Todas as superfícies de contato onde os controles deslizantes são inseridos no núcleo do molde devem ser inclinadas na direção do movimento para evitar marcas de arranhões causadas pelo atrito entre os controles deslizantes e o núcleo do molde, conforme mostrado na Figura abaixo.
Para o design do controle deslizante 3, veja a Figura abaixo.
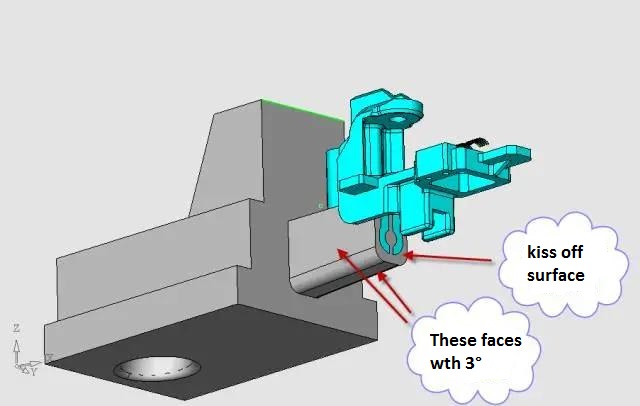
A face final do cursor 3 é tocada pelo núcleo do molde em movimento para formar uma posição de vedação. A superfície de contato do núcleo do molde é inclinada 3° na direção do movimento, de modo a garantir que o cursor não apresente marcas de arranhões devido ao atrito durante o trabalho de longo prazo.
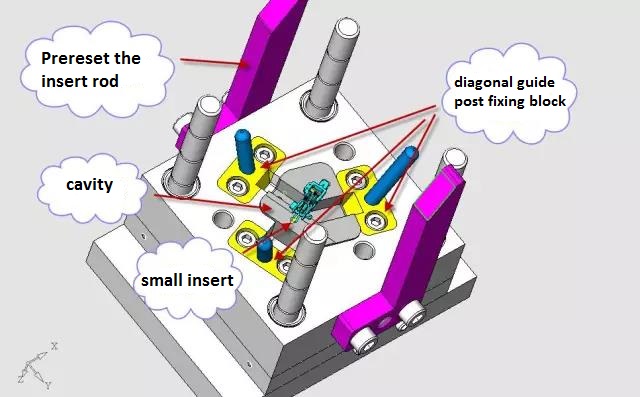
5. O projeto do lado fixo do molde (lado da cavidade):
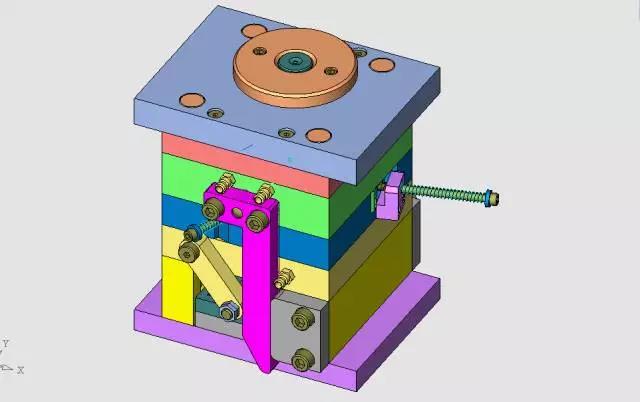
A fonte de energia do bloco deslizante é que o bloco deslizante é removido pela força da máquina de moldagem por injeção, abrindo o molde por três colunas-guia inclinadas, e a coluna-guia inclinada é fixada no gabarito fixo usando o bloco de fixação da coluna-guia inclinada. O lado fixo da matriz é provido de uma haste de inserção que primeiro reposiciona a estrutura, conforme mostrado na figura abaixo.
6. O projeto do lado móvel do molde (lado do núcleo):
A estrutura do molde é muito compacta, usando o molde de bico pequeno simplificado padrão 1515, veja a figura abaixo.
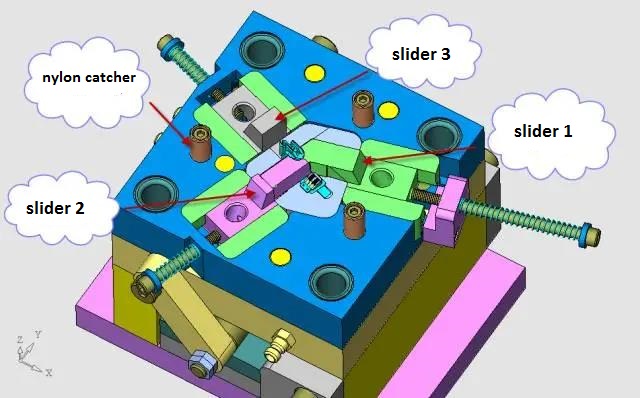
Este é o caso após a abertura do molde e antes da ejeção, conforme mostrado na Figura abaixo.
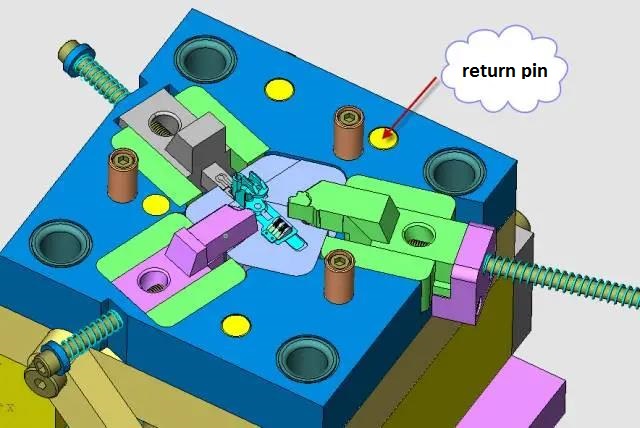
A força para puxar o portão depende dos três pregos de nylon mostrados na figura acima. Para equilibrar a força de redefinição, a posição da haste de redefinição também foi cuidadosamente projetada.
7. Projeto do mecanismo de ejeção
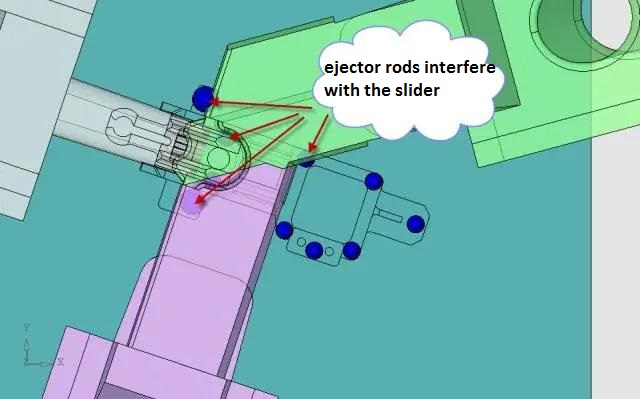
Para reduzir a tensão interna do produto e minimizar a deformação, utilizamos mais hastes de pressão, de modo que a força máxima de cada parte do produto fosse relativamente equilibrada. Foram utilizados 10 pinos no total, uma raridade para um produto tão pequeno, como mostrado na figura abaixo.
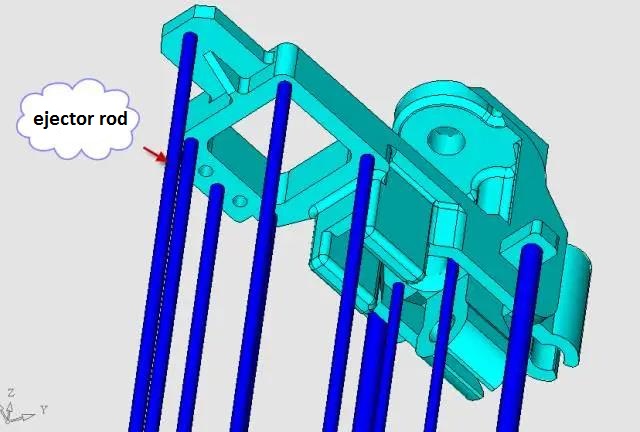
Como cinco das hastes ejetoras interferem no controle deslizante, a estrutura de reinicialização deve ser ajustada primeiro, conforme mostrado na Figura abaixo.
8. Primeiro projeto do mecanismo de reinicialização
Deixe-me agora apresentar um dos mecanismos de pré-reinicialização mais comuns, conforme mostrado na Figura abaixo.
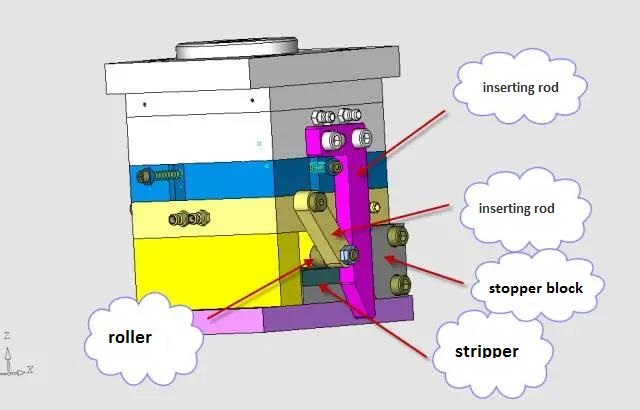
O mecanismo de pré-redefinição é composto por quatro peças grandes: a haste de inserção, a haste do pêndulo, o rolo e o bloco. Ao abrir o molde, o pilar guia oblíquo removerá todo o cursor, conforme mostrado na figura abaixo.
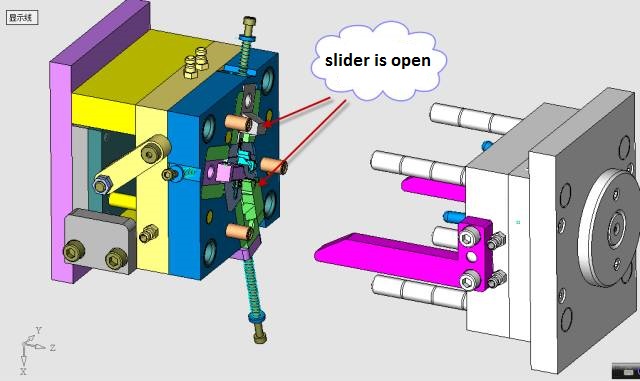
Como a haste de inserção foi puxada para fora, a haste oscilante tem espaço para girar. Quando a coluna superior da máquina de moldagem por injeção empurra a placa de pressão, a haste oscilante gira ao longo do eixo do pino (15 graus aqui) devido à ação do rolo, conforme mostrado na figura abaixo.
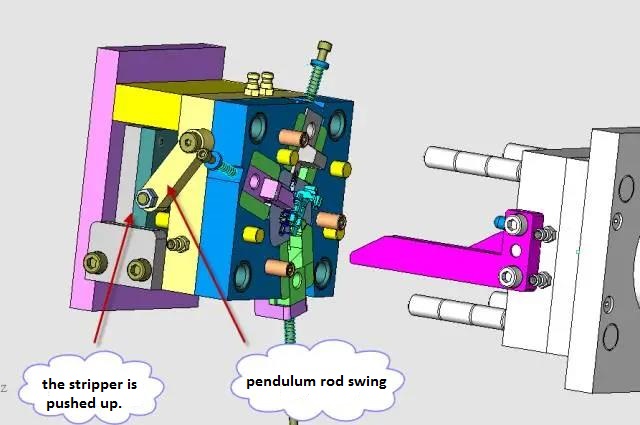
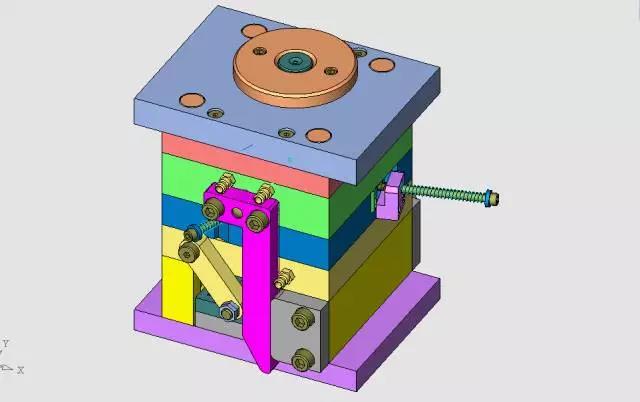
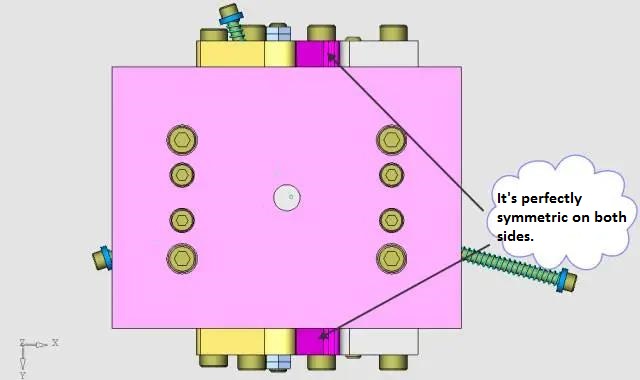
O mecanismo de pré-redefinição é completamente simétrico em ambos os lados do molde, conforme mostrado na figura abaixo.
9. Projeto de linhas de resfriamento
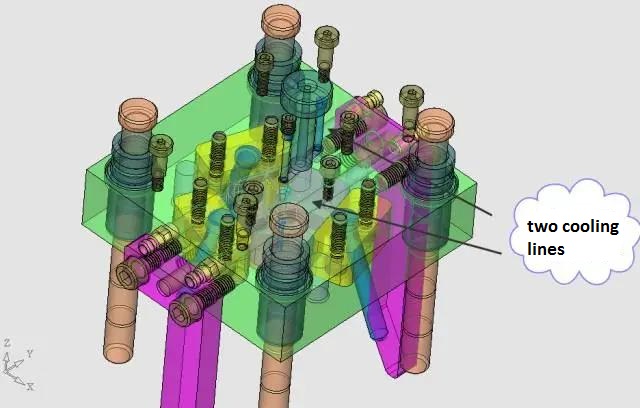
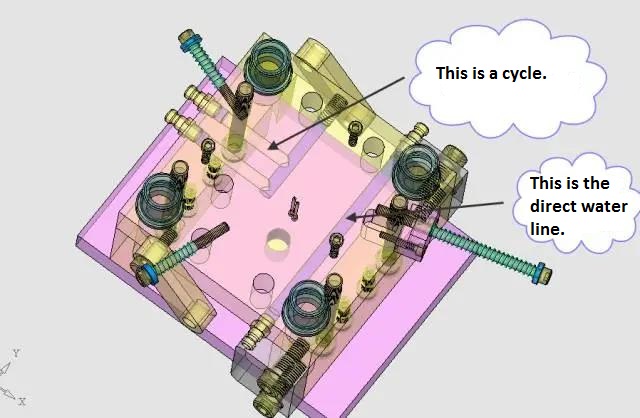
Como o produto é relativamente pequeno e a folga de injeção para inserção de insertos (cobre) é suficiente, o ciclo de injeção é relativamente longo e a linha de resfriamento do molde não exige altos requisitos, adotamos o projeto mais simplificado, pois o núcleo do molde é relativamente pequeno e a água flui diretamente do molde. O molde fixo possui duas vias de água retas, conforme mostrado na Figura abaixo.
O mesmo vale para o lado móvel, conforme mostrado na Figura abaixo.
O ponto-chave do projeto deste molde é o layout do limite do cursor 1 e do cursor 2 e a escolha da posição do ponto de injeção.
O que você acha deste projeto de molde de precisão para o suporte do sensor automotivo? Sinta-se à vontade para comentar conosco.

















