Análise de produto
Este produto é uma válvula de retenção utilizada em aquecedores solares de água. O material é POM. Veja a figura abaixo para ver sua aparência.
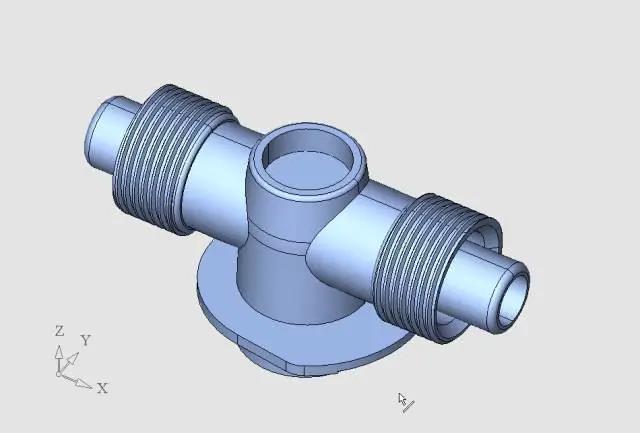
Como você pode ver na imagem acima, há roscas na parte externa do produto. Isso não é difícil. Há roscas internas na parte traseira, e a parte central não é rotativa, como mostrado abaixo.
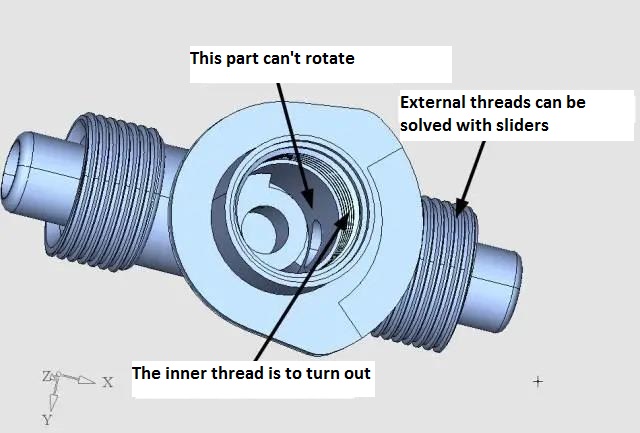
A desmoldagem do produto parece ser difícil porque a parte central da rosca interna não pode ser torneada, mas a rosca interna deve ser desmoldada mecanicamente, e a parte central do produto é mais espessa, e a parte central da rosca interna deve ser resfriada. Esses dois requisitos parecem se contradizer. É um molde de injeção Com uma estrutura típica de extração de núcleo rotativo com rosca, mas o centro da parte rotativa deve ser disposto como não rotativo, e a parte não rotativa deve ser resfriada. Este caso representa um grande desafio para o projetista de moldes. O caso é da Green Vitality Industry Co., LTD.
Projeto do portão
Antes de considerar a estrutura do molde, devemos considerar como organizar o canal de entrada. Como a desmoldagem do produto requer quatro núcleos, é difícil fabricar o molde com múltiplas cavidades, sendo possível apenas fabricar este molde com uma cavidade. No entanto, o arranjo do canal de entrada é mais problemático. Em geral, este produto possui três tipos de alimentação: canal quente, canal de entrada pontual e canal de entrada direta. No entanto, como a máquina de moldagem por injeção é relativamente pequena, a espessura total do molde é limitada. Nesse sentido, acreditamos que o canal de entrada direta seja preferível, pois a espessura do molde é a menor.
A válvula de injeção direta é a mais simples, mas onde fica o ponto de alimentação? Como a válvula de injeção precisa ser posicionada na melhor posição possível, a válvula de injeção direta comum será difícil de ser alcançada e o corte do canal de alimentação será difícil. Se a válvula de injeção direta for abandonada e a válvula de injeção for instalada em um ponto e em um canal quente, o molde ficará muito grande, a altura obviamente não será razoável e o custo do molde também aumentará significativamente. A máquina de moldagem por injeção também precisará utilizar uma tonelagem maior, o que aumentará diretamente o custo da produção em massa, portanto, o método de injeção da válvula de injeção direta deve ser considerado. Após algumas considerações, projetamos uma variação da válvula de injeção direta, conforme mostrado abaixo.
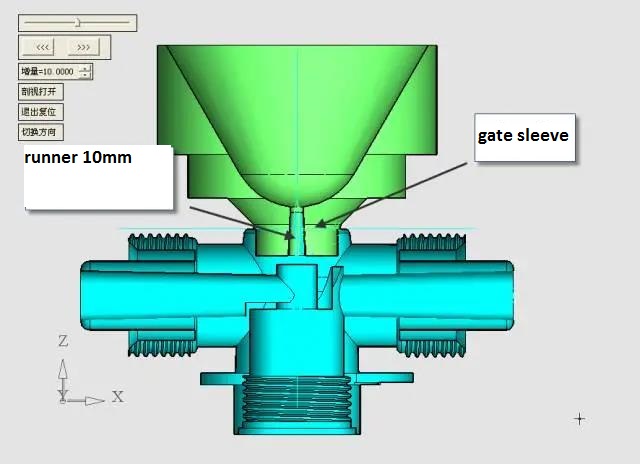
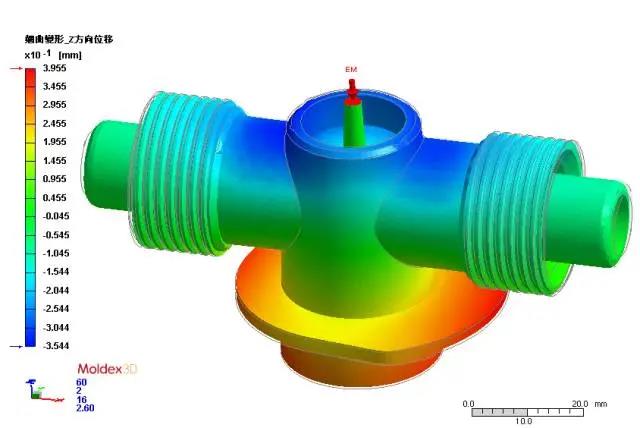
Como pode ser visto na figura acima, a saliência redonda com o poço redondo na parte superior do produto moldado é feita diretamente em uma parte da luva do canal de injeção. Dessa forma, o comprimento total do canal de injeção é de 10 mm, a extremidade menor é de 2,5 mm e a extremidade maior é de 3 mm. Neste momento da moldagem por injeção, a resistência à decapagem e a resistência à compressão são as menores, o canal de injeção é fácil de remover. O design do canal de injeção simplifica bastante a lateral da cavidade do molde. A espessura da lateral da cavidade também é bastante reduzida, adequada para a produção de máquinas de moldagem por injeção de pequena tonelagem e abre espaço para o inserto do núcleo, proporcionando um mecanismo de desmoldagem razoável. Após a análise do fluxo do molde pelo Moldex 3D, o design do canal de injeção é muito razoável, como mostrado abaixo.
Projeto do núcleo da rosca
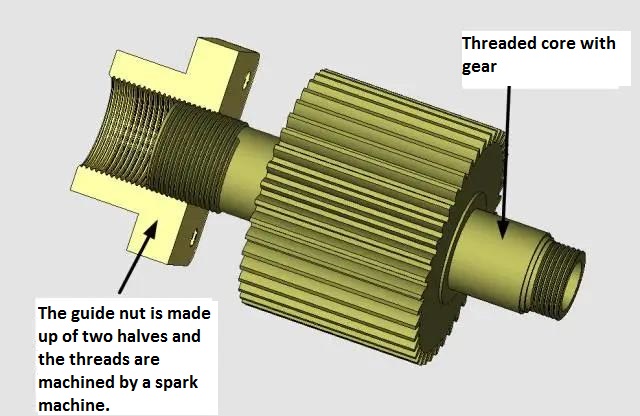
O núcleo da rosca é oco, para compactar a estrutura do molde e dar resistência suficiente ao núcleo da rosca, fizemos a engrenagem e o núcleo da rosca em um, a outra extremidade do núcleo da rosca tem uma rosca guia, o avanço e o avanço da rosca de modelagem são consistentes, veja a figura a seguir.
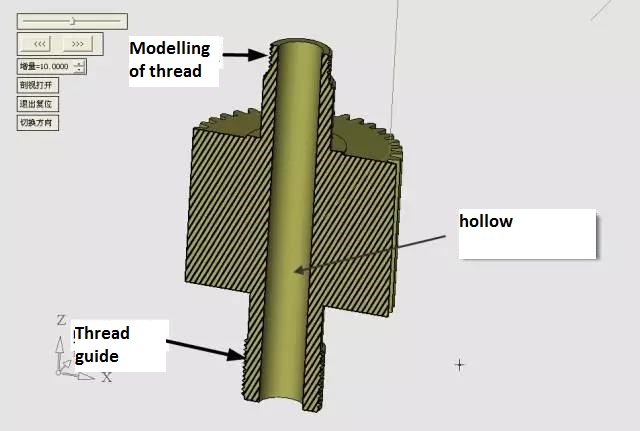
As roscas guiadas são equipadas com porcas personalizadas. Quando a engrenagem do núcleo da rosca do parafuso estiver sendo acionada, a rosca guia do núcleo da rosca gira simultaneamente, fazendo com que o núcleo da rosca gire para trás. Devido à dureza da porca, a dureza razoável é HRC48 ~ 52. Nesse tipo de dureza, o processamento da rosca interna é difícil. Para facilitar o processamento e a montagem, fabricamos esta porca que pode ser dividida em duas metades. Após o acabamento, as duas metades são instaladas em um furo correspondente para formar um todo. As porcas são feitas de CrWMn, conforme mostrado abaixo.
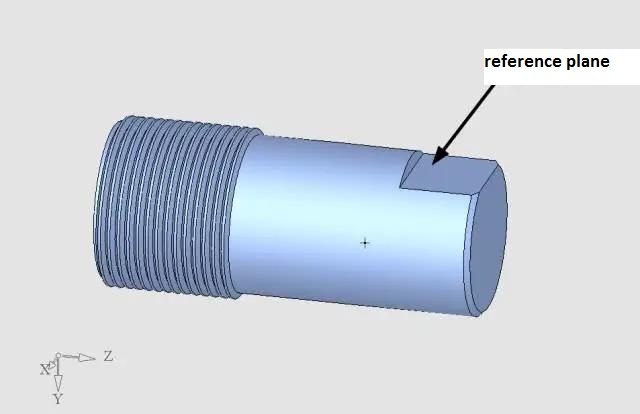
As roscas são usinadas com eletrodos. Os eletrodos das roscas da porca são usinados em um torno CNC. A extremidade fixa do eletrodo fresa uma superfície de referência e, quando metade da porca é usinada, o eletrodo é invertido e marcado no centro, e a outra metade da porca é usinada, conforme mostrado na figura abaixo.
O princípio de ação de todo o molde
A desmoldagem deste molde não é fácil de entender, vamos explicar para você.
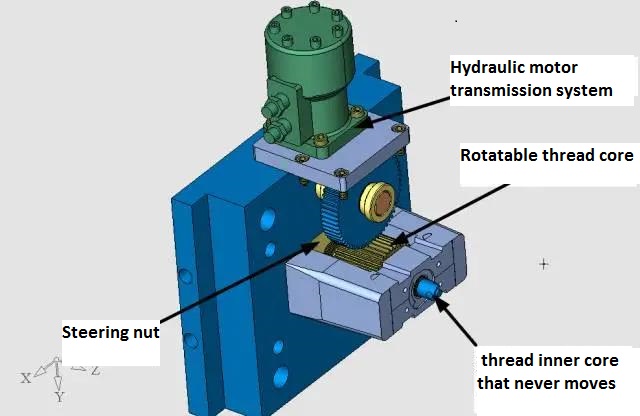
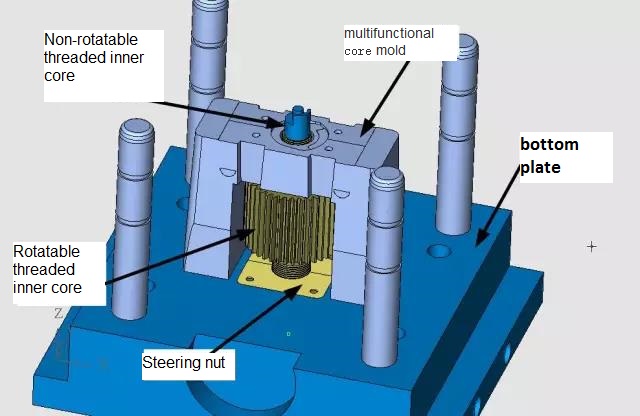
Na primeira etapa, antes da abertura do molde, o núcleo da rosca é acionado pelo motor hidráulico para girar e se mover ao longo da porca-guia, formando a rosca a partir do produto. Nesse momento, o núcleo interno da rosca não se move, pois o formato da cabeça do núcleo interno da rosca é um corpo não rotativo, conforme mostrado abaixo.
Para a segunda ação, a almofada do molde móvel e a placa inferior do molde móvel são separadas primeiro por 15 mm, conforme mostrado na figura abaixo.
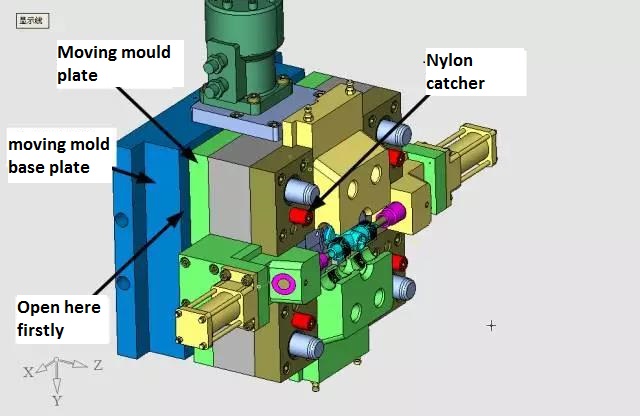
Na figura acima, pode-se observar que a parte roscada do núcleo da rosca foi desrosqueada. Como o prego de nylon está fixado na superfície de separação, a superfície de separação principal não é aberta quando o molde é aberto, mas sim 15 mm entre a placa inferior do molde móvel e a placa inferior do molde móvel. Nesse momento, os quatro cursores ainda estão firmemente enrolados ao redor do produto e se movem 15 mm juntos, separando a parte não rotativa do núcleo interno da rosca. A superfície de separação principal é então aberta e os dois cursores grandes são separados pela ação da coluna guia de chanfro.
A terceira ação é que os cilindros hidráulicos nos dois lados do molde puxam o núcleo do molde nos dois lados, conforme mostrado na figura abaixo.
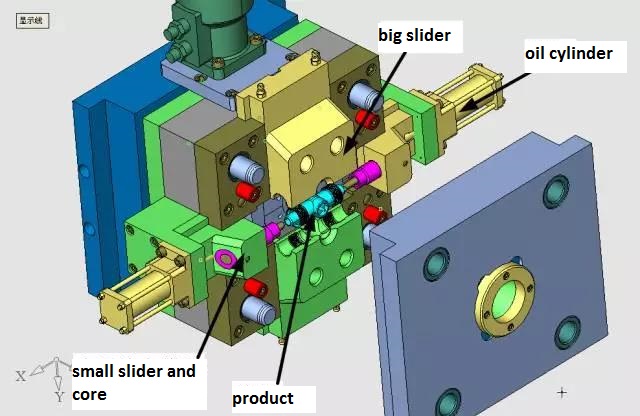
Como a abertura do molde da primeira vez é de apenas 15 mm, o produto foi liberado do núcleo interno da rosca, mas há partes do núcleo interno da rosca estendidas no meio do produto. Isso fará com que o cursor se separe quando o produto não aderir ao cursor. Se a segunda ação for muito mais aberta, de modo que o núcleo interno da rosca do parafuso não gire completamente, o produto pode ser puxado para dentro do cilindro pelos dois lados do núcleo. Com o movimento do núcleo, ou seja, aderindo ao núcleo, o manipulador não consegue prender o produto. A quarta ação é retirar o produto com o manipulador. Os quatro movimentos são contínuos.
O design do molde do núcleo
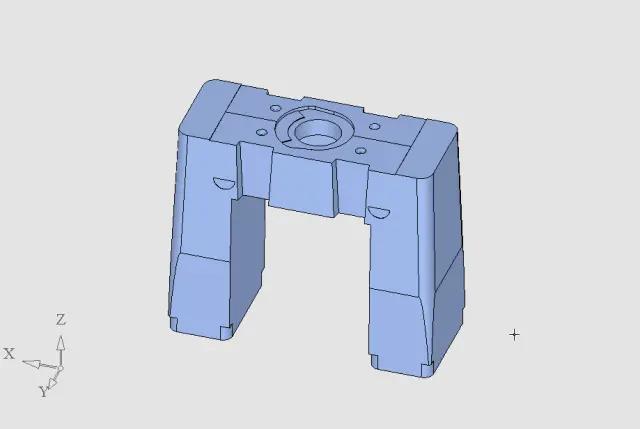
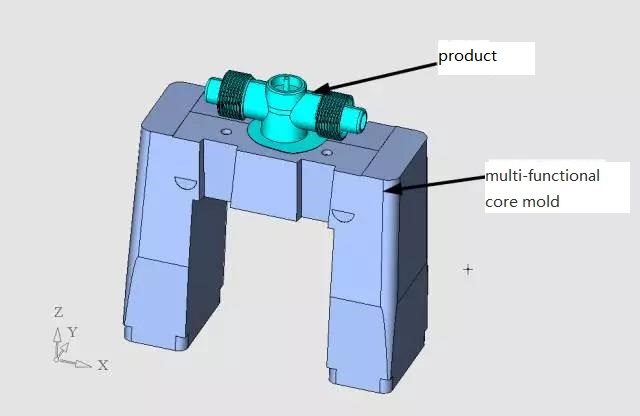
O cerne da ideia deste molde é o molde de núcleo. Quando dizemos molde de núcleo aqui, não nos referimos à parte móvel do molde como um todo, mas a uma única peça. Nunca tínhamos visto tal peça antes, não tínhamos projetado tal peça. Não se trata de um molde móvel, mas também participa da moldagem, é o núcleo das partes estruturais do molde. Não sabemos como chamá-lo, mas esta é uma "ideia fantástica". Chamamos-lhe molde de núcleo multifuncional, abreviadamente. Seu formato lembra um pouco o Arco do Triunfo francês, simbolizando a vitória deste molde, como mostrado na imagem abaixo.
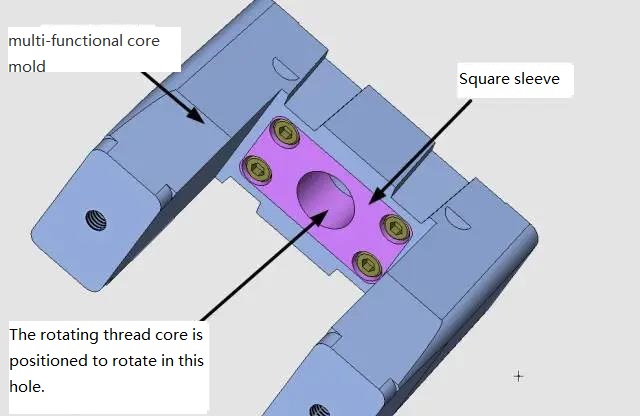
Sua montagem na parte móvel do molde se dá da seguinte forma, conforme figura abaixo.
Por que chamamos esse molde de núcleo de molde multifuncional? Vamos ver quantas funções ele tem.
1. modelagemParte do molde do núcleo é para modelagem. A parte inferior do produto é fornecida por este molde multifuncional, conforme mostrado na figura a seguir.
3. Posicione e limite os quatro controles deslizantes, conforme mostrado na imagem abaixo.
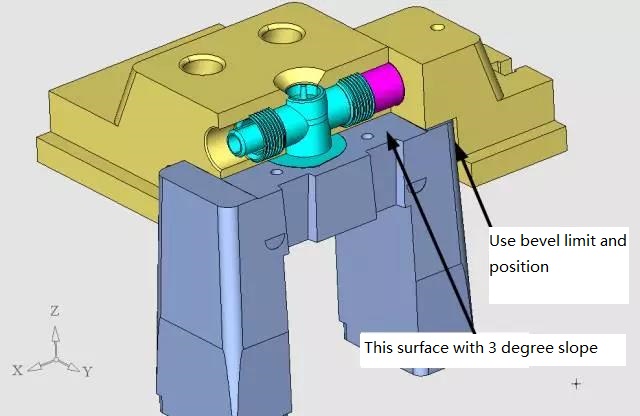
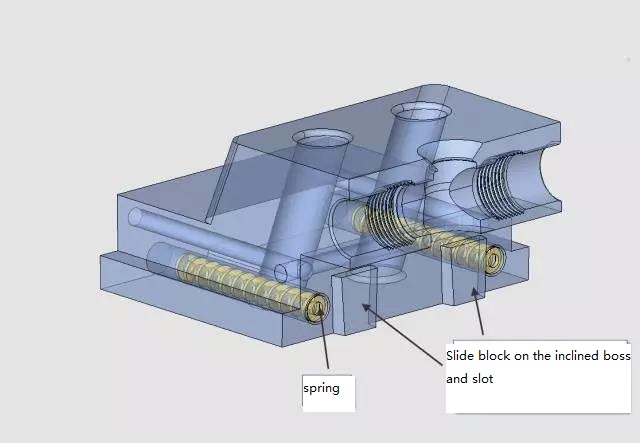
Conforme mencionado acima, na segunda ação do molde, o gabarito ativo e a placa inferior do molde móvel serão separados por 15 mm. Logo após, o molde multifuncional é disposto sobre o gabarito ativo, e o molde inferior é disposto sobre a placa inferior do molde móvel. Ou seja, nesta ação, o cursor será separado do molde inferior multifuncional por 15 mm. Quando o molde é fechado, o cursor deve retornar ao molde do núcleo multifuncional, o que requer um posicionamento preciso entre o cursor e o molde do núcleo multifuncional, e deve haver 3 lados com inclinação. Projetamos 4 ranhuras inclinadas no molde do núcleo multifuncional, conforme mostrado na figura abaixo.
Há também blocos convexos oblíquos correspondentes no controle deslizante, como mostrado na figura abaixo.
4. O posicionamento preciso do modelo móvel e da placa de base do molde móvel é mostrado na figura a seguir.
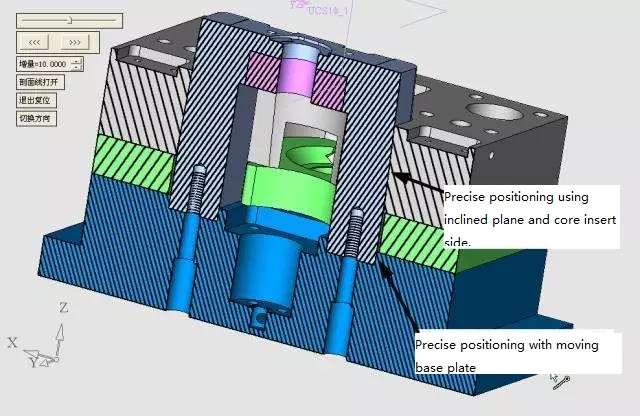
Como pode ser visto na imagem acima, o molde de movimento dinâmico e a placa de base do molde de movimento dinâmico são necessários para um posicionamento preciso, mas o molde do segundo movimento, o molde de movimento dinâmico e a base do molde de movimento dinâmico estão separados por 15 mm, o que permite a instalação de múltiplas funções perto da base do molde central, com inclinação projetada, e a precisão do plano inclinado interno do molde de movimento dinâmico é garantida ao fixar o posicionamento preciso. Além disso, não há atrito com o molde central multifuncional quando o molde móvel é separado.
O molde de núcleo multifuncional é fixado na placa inferior do molde móvel, conforme mostrado abaixo.
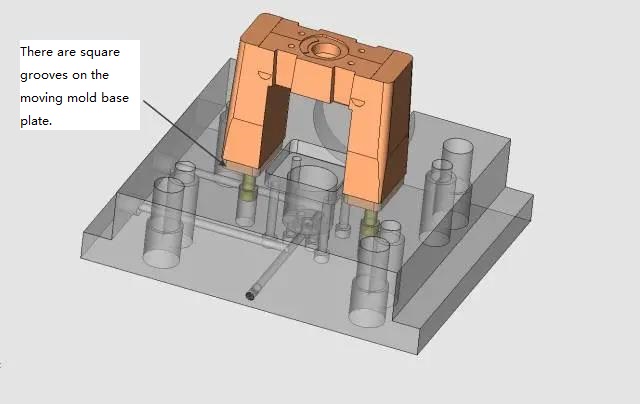
Como pode ser visto na figura acima, a ranhura quadrada na placa inferior do molde móvel e os dois quadrados na parte inferior do molde de núcleo multifuncional são precisamente combinados, de modo a garantir a coordenação precisa entre cada parte de todo o molde móvel, e quando o molde móvel ativo é separado por 15 mm, não há perda de molde causada por atrito.
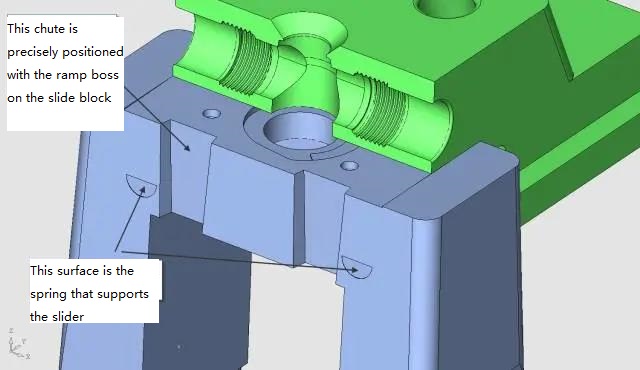
5. Molde de núcleo multifuncional e fundo deslizante, veja a imagem abaixo.
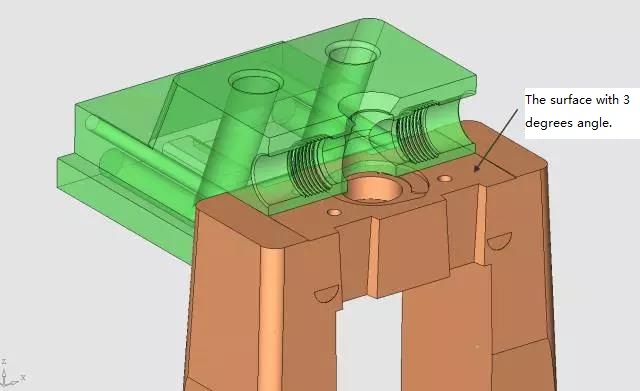
Como pode ser visto na figura acima, a superfície de junção da superfície inferior do cursor e da parte superior do molde de núcleo multifuncional é inclinada em 3°. Este é um detalhe muito importante. A superfície inferior do cursor é moldada; se não houver inclinação na superfície de colagem, esta se desgastará rapidamente, causando rebarbas no produto.
Por que se desgasta tão rapidamente? A razão é muito simples: o bloco deslizante é travado pelo bloco de travamento no molde fixo à superfície inclinada do bloco deslizante quando o molde é comprimido. A pressão descendente sobre a força de extrusão produz, a parte inferior do bloco deslizante e a parte superior do molde de núcleo multifuncional. Se a direção oposta e o movimento forem paralelos, cria-se atrito, uma vez que a magnitude da força de atrito é determinada pela pressão positiva e pelo coeficiente de atrito. Portanto, isso é devido à grande pressão de conversão da força de fixação da máquina de moldagem por injeção produzida pela força de atrito, portanto, neste caso, o desgaste na superfície inferior do cursor e do molde de núcleo multifuncional será rápido.
Agora projetamos a inclinação oposta, a situação é completamente diferente, no processo de movimento do controle deslizante, o oposto está vazio, somente no último momento do bloqueio da máquina de moldagem por injeção, o oposto foi encontrado, se o molde for preciso, deixe o oposto deixar 0,008 mm, usado para exaustão, é melhor, pode evitar completamente o desgaste.
Pode-se observar, por tudo isso, que o papel do molde de núcleo multifuncional em todo o molde é muito importante.
Projeto de núcleo interno roscado
O núcleo interno da rosca não pode ser girado. Ele é desmoldado pelo movimento relativo do molde móvel e da placa inferior do molde móvel. A energia é gerada pelo prego de náilon. Ele é fixado à placa inferior do molde móvel, pois a parte do produto voltada para o núcleo interno rosqueado é muito espessa, portanto, o núcleo interno rosqueado precisa ser resfriado adequadamente. Veja como o projetamos. Veja a imagem abaixo.
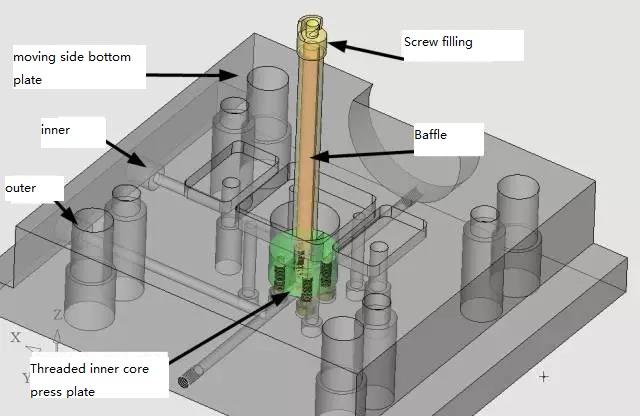
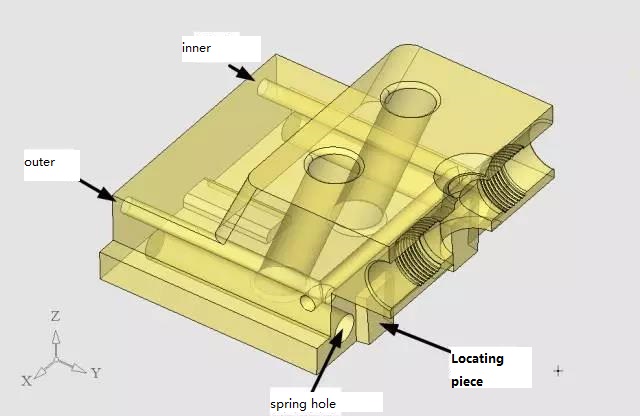
Para facilitar a montagem, a placa de pressão do núcleo interno roscado é dividida em duas metades, fixadas por 4 parafusos sextavados internos. Para evitar a rotação interna da rosca, os degraus de sua extremidade final são feitos em dois pequenos planos, conforme mostrado abaixo.
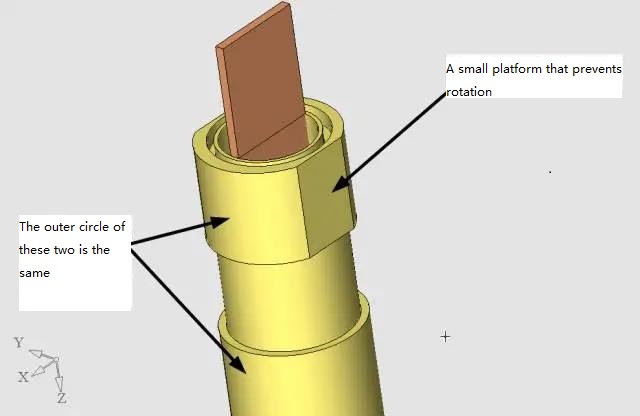
Como pode ser visto na figura acima, a parte inferior do núcleo interno da rosca para fácil montagem, o diâmetro da segunda seção do círculo externo é consistente, caso contrário, não pode ser passado através do núcleo da rosca, de modo que a posição da parte inferior do núcleo interno da rosca é muito apertada, o layout do anel de vedação tipo "O" é muito problemático, projetamos um anel de vedação de cobre aqui, veja a figura a seguir.
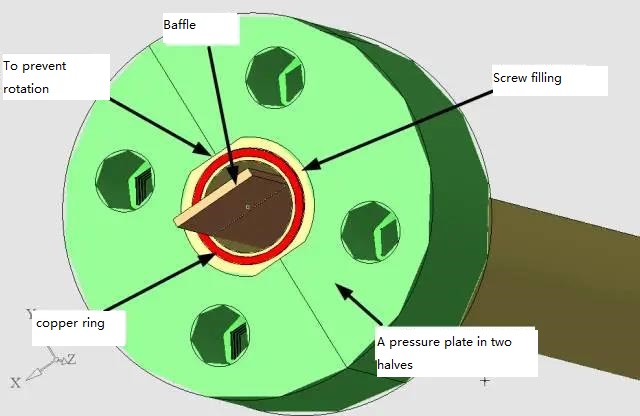
O anel de vedação de cobre é uma boa ferramenta para esse propósito. Ele fica 0,1 polegada mais alto que a parte inferior do núcleo interno rosqueado e atua como uma vedação quando o parafuso é apertado.
Design de controle deslizante grande
O design do controle deslizante grande é mostrado abaixo.
O design do cursor grande é tradicional, mas colocamos dois blocos de posicionamento aqui, que são originais, mas reciclados de qualquer forma. Eles estão presos em um molde central multifuncional que permite um posicionamento preciso e reduz o atrito entre o cursor grande e o trilho.
Conforme mencionado anteriormente, a placa inferior do molde móvel e o molde móvel, devido à ação do prego de náilon, serão separados por 15 mm, e todo o controle deslizante é disposto no molde móvel, ou seja, há um movimento relativo de 15 mm entre o controle deslizante e o molde de núcleo multifuncional antes da abertura do molde. Portanto, o ângulo de inclinação do bloco de posicionamento no controle deslizante é pequeno na parte inferior e grande na parte superior.
Design de extração de núcleo de controle deslizante pequeno
O pequeno controle deslizante é puxado pelo cilindro, conforme mostrado na imagem abaixo.
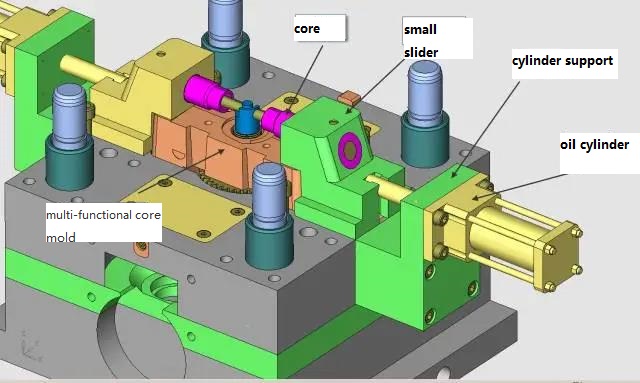
Como pode ser visto na figura acima, o núcleo é acionado por um pequeno controle deslizante, e o pequeno controle deslizante é puxado pelo cilindro montado no suporte do cilindro, o que é relativamente simples e tradicional.
Projeto de mecanismo de transmissão para extração de núcleo rotativo
O projeto do mecanismo de transmissão da rotação da rosca por extração do núcleo é mostrado na figura abaixo.
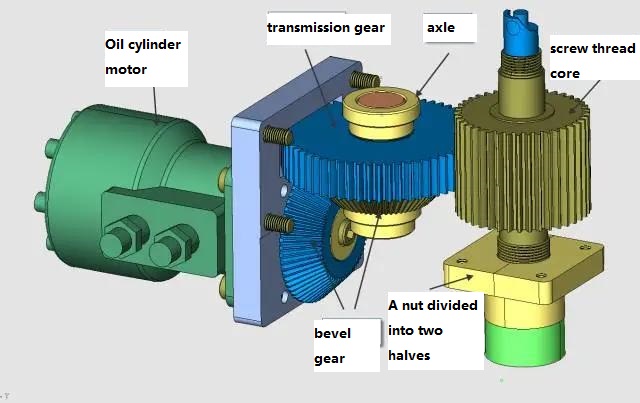
Na imagem acima, pode-se observar que o motor a óleo possui um par de engrenagens cônicas, uma cônica e a segunda, uma engrenagem de transmissão coaxial. A engrenagem de transmissão no núcleo roscado faz o núcleo roscado girar. Devido à guia de rosca na extremidade inferior do núcleo roscado, o passo do parafuso guia e o passo (que determina a taxa de contração) no produto são consistentes. Assim, a parte roscada do núcleo roscado girará para fora do produto. A engrenagem no núcleo roscado é mais espessa porque se move para cima e para baixo.
Resumo dos destaques deste caso:
1. O núcleo da rosca não gira (núcleo da rosca). O design é muito característico, especialmente seu método de fixação é muito bom, mas também a função de verificação. O anel de vedação de cobre no verso do núcleo interno da rosca também é de grande valor prático.
2. A extremidade inferior do núcleo da rosca é dividida em duas metades da porca, o que é muito prático e o método de processamento é muito simples.

















