











Oferecemos mais serviços de design e fabricação de peças para moldes de injeção, com mais de 20 anos de experiência na área. Em todos os projetos, analisamos o fluxo de trabalho do DFM ao PFM para garantir a qualidade dos produtos, desde o design do molde, análise do fluxo do molde, revisão da usinagem por molde e uma série de relatórios de teste para garantir que a produção do molde ocorra sem problemas. Temos orgulho do nosso fluxo de produção de moldes, da garantia de qualidade do produto, da entrega pontual e contamos com uma equipe de engenheiros profissionais para dar suporte aos seus projetos, tornando tudo muito fácil e confortável para você.
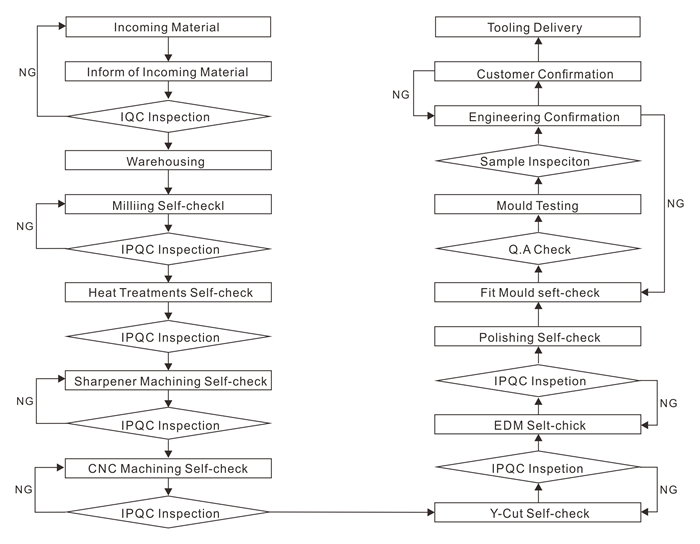
Departamento de Fabricação de Moldes e Procedimento do Sistema de Qualidade
Diretrizes de projeto de moldes de plástico
Tamanho
O contorno máximo da peça que pode ser moldada é de aproximadamente 480 mm (18,9 pol.) por 751 mm (29,6 pol.), ou aproximadamente equivalente a 1.129 cm² (175 pol²). O volume máximo da peça é de aproximadamente 1.129 cm³. Profundidade de até 101 mm (4 pol.) a partir da linha de partição com 3 graus de inclinação, ou até 202 mm (8 pol.) no total, se a linha de partição puder passar pelo meio da peça, por dentro e por fora. Peças mais profundas são limitadas a um contorno menor.
Rascunho
Uma conicidade aplicada às faces da peça, impedindo que fiquem paralelas ao movimento da abertura do molde, é chamada de inclinação. Isso evita que a peça seja danificada por raspagem ao ser ejetada do molde. Tiragem recomendada:
É altamente recomendável 0,5 graus em todas as faces verticais.
2 graus funcionam muito bem na maioria das situações.
3 graus é o mínimo para um desligamento (metal deslizando sobre metal).
3 graus são necessários para textura leve (PM-T1).
5 ou mais graus são necessários para textura pesada (PM-T2).
Tolerâncias
Normalmente, a Proto Labs consegue manter uma tolerância de usinagem de ±0,003 pol. (0,08 mm) com uma tolerância de resina incluída que pode ser maior, mas não menor, que ±0,002 pol./pol. (0,002 mm/mm).
Espessura da parede
Em peças moldadas por injeção, observar a espessura de parede adequada (e uniforme) ajuda a evitar problemas como marcas de afundamento e empenamento. As espessuras recomendadas variam de acordo com o material:
| Resina | Polegadas |
| abdômen | 0,045 - 0,140 |
| Acetal | 0,030 - 0,120 |
| Acrílico | 0,025 - 0,500 |
| Polímero de cristal líquido | 0,030 - 0,120 |
| Plásticos reforçados com fibras longas | 0,075 - 1,000 |
| Nylon | 0,030 - 0,115 |
| Policarbonato | 0,040 - 0,150 |
| Poliéster | 0,025 - 0,125 |
| Polietileno | 0,030 - 0,200 |
| Sulfeto de polifenileno | 0,020 - 0,180 |
| Polipropileno | 0,025 - 0,150 |
| Poliestireno | 0,035 - 0,150 |
| Poliuretano | 0,080 - 0,750 |
Acabamento de superfície: Diversos acabamentos padrão estão disponíveis para peças moldadas por injeção na Proto Labs. Nossos acabamentos atuais incluem acabamentos não estéticos, pouco estéticos e eletroerosão; texturização por jato de esferas; e polimento de moldes de alta qualidade.
Acabamentos padrão (do menor para o maior custo):
| PM-F0: | Não cosmético: acabamento a critério do Protomold |
| PM-F1: | Baixo custo cosmético: a maioria das marcas de ferramentas são removidas |
| PM-F2: | Não cosmético: discrição do protomoldado, acabamento EDM e/ou marcas de ferramentas permitidas |
| SPI-C1: | Pedra de grão 600, 10-12 Ra |
| PM-T1: | Textura protomoldada, SPI-C1 seguida de jato de esferas leves |
| PM-T2: | Textura protomoldada, SPI-C1 seguido de jateamento de esferas médias |
| SPI-B1: | Lixa de grão 600, 2-3 Ra |
| SPI-A2: | Buff Diamante Grau #2, 1-2 Ra |
"PM" na tabela significa um acabamento de superfície ajustado para se adequar ao processo de moldagem por injeção de giro rápido, enquanto SPI (The Society of the Plastics Industry) denota um acabamento padrão da indústria.
Raios
Como a Proto Labs utiliza um processo automatizado de fresamento CNC para fabricar o molde das suas peças, alguns cantos das peças terão um raio em vez de uma aresta viva. Isso geralmente não exige alterações no modelo, mas o projetista é informado sobre esses raios antes da fabricação do molde.
Pinos ejetores
O processo de moldagem por injeção da Proto Labs utiliza pinos ejetores de vários tamanhos para empurrar a peça plástica para fora do molde após a solidificação. Os tamanhos e a disposição desses pinos são selecionados para minimizar o impacto no design da sua peça. Os pinos ejetores variam de 1,6 mm a 12,7 mm, sendo preferíveis tamanhos maiores que 1,6 mm.
Rebaixos
Nosso processo de moldagem permite cortes simples na geometria da sua peça. Dimensões máximas do núcleo lateral:
| Largura | Altura | Puxar |
| ≤ 8,419 pol. | ≤ 2,377 pol. | ≤ 2.900 pol. |
| ≤ 213,84 mm | ≤60,38 mm | ≤73,66 mm |
Materiais
A Proto Labs possui centenas de resinas termoplásticas em estoque para moldagem por injeção, que oferecem uma variedade de benefícios para diversas aplicações e setores. Veja a lista completa de materiais.
- abdômen
- ABS/PC
- Acetal
- Copolímero de acetal
- Homopolímero de acetal
- ETPU
- PEAD
- LCP
- PEBD
- PEBDL
- Nylon 6
- Nylon 6/12
- Nylon 66
- PBT
- PC/PBT
- ESPIADA
- Ilha do Príncipe Eduardo
- BICHO DE ESTIMAÇÃO
- PETG
- PMMA
- Policarbonato
- Polipropileno
- PPA
- EPI/PS
- PPS
- PS
- Fonte de alimentação
- SB
- TPE
- TPU
- TPV






