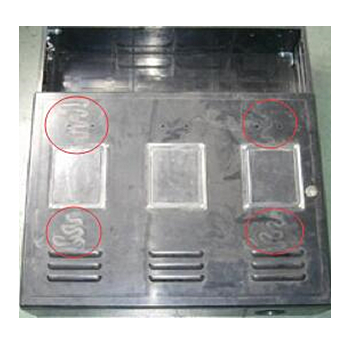
Ao injetar uma peça plástica, o ponto de injeção é menor, enquanto o espaço da cavidade do molde é relativamente maior. Nesse momento, a temperatura da resina esfria antes de ser totalmente injetada em toda a estrutura da cavidade do molde. Portanto, ela deixará marcas fluidas na superfície da peça, como as de uma cobra rastejando. É sobre isso que falamos hoje: a marca da cobra.
Para solucionar esse problema, é importante observar que a velocidade de disparo precisa ser reduzida adequadamente, a fim de minimizar o fenômeno de empacotamento reverso na parede lateral oposta da punção direta de resina. Aqui estão listadas algumas soluções para inspecionar e solucionar marcas de cobra:
1. Aumentar a temperatura do molde e melhorar a condição de fusão
2. Aumentar a temperatura do cilindro de aquecimento
3. Aumente a temperatura do bico
4. Reduza a velocidade de tiro perto do portão
5. Aumentar a área da seção do portão
Com o aumento da área da seção transversal do Gate, a taxa de fluxo de resina através do Gate será reduzida correspondentemente, e o efeito esperado da redução da taxa de injeção é o mesmo.
6. Mude a posição do portão
7. Revisão dos tipos de portão
É possível analisar portão lateral, portão em leque e outros tipos de portão com ampla variedade.

















