Conforme mencionado, quando o fundido é resfriado sem preencher a cavidade do molde, ou o fundido não preenche completamente após entrar na cavidade, isso é chamado de moldagem por injeção de tiro curto.
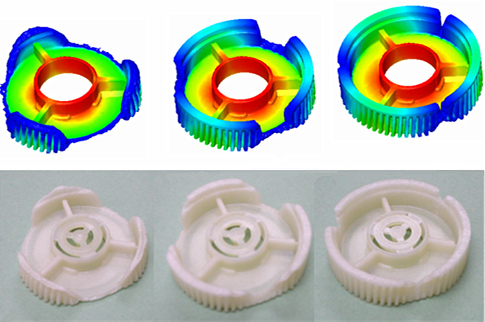
Analisamos as causas da injeção curta. Hoje, vamos discutir como melhorar a injeção insuficiente.
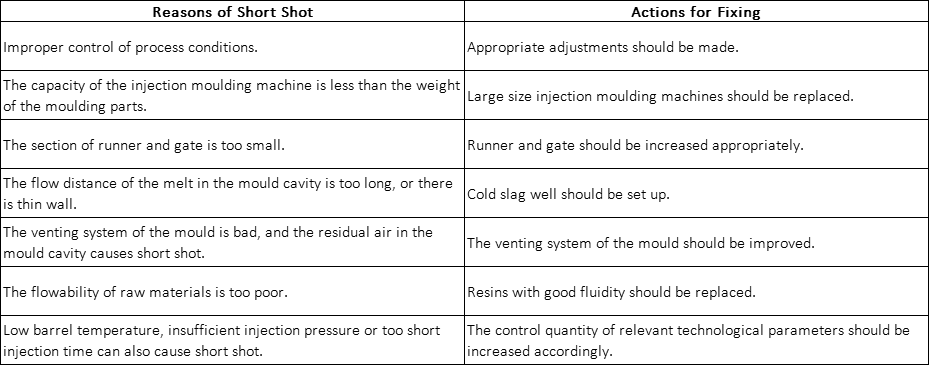
Aqui estão listados alguns pontos de verificação de curto alcance:
1) Controle inadequado das condições do processo.
2) A capacidade da máquina de moldagem por injeção é menor que o peso das peças moldadas.
3) A seção do corredor e do portão é muito pequena.
4) A distância do fluxo do fundido na cavidade do molde é muito longa ou há uma parte de parede fina.
5) O sistema de ventilação do molde é ruim, e o ar residual na cavidade do molde causa curto-circuito.
6) A fluidez das matérias-primas é muito baixa.
7) Baixa temperatura do cano, pressão de injeção insuficiente ou tempo de injeção muito curto também podem causar tiro curto.
As ações de correção do tiro curto de acordo: